3. НДР II-24-20 № ДР 0120U102304 «Розробка технологічного вузла експериментального обладнання для іскро-плазмового спікання дисперсних композицій» Робота виконувалась за Програмою наукового приладобудування НАН України» та договорами №611/2020 від 15.04.2020, №611/2021 від 11.02.2021. Замовник Президія НАН України. Термін виконання наукової роботи: початок 15.04.2020 р., закінчення 31.12.2021 р. Обсяг фінансування 2020 – 120 000 грн., 2021 – 130 000 грн.
Результат виконання НДР:
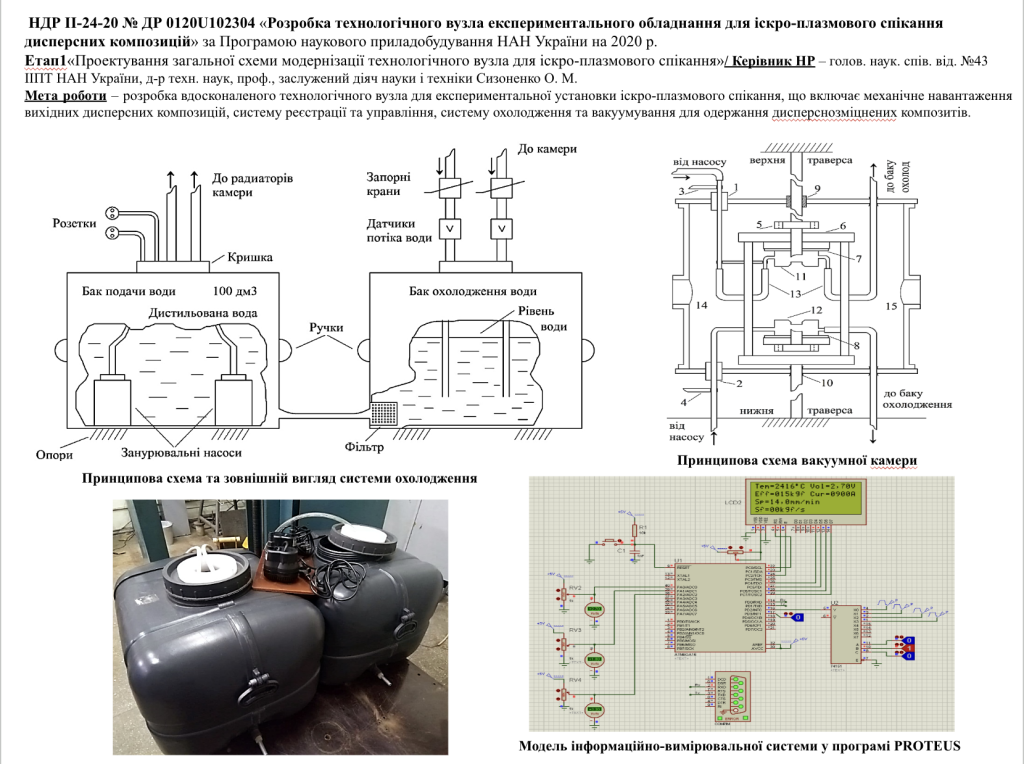
– Спроєктовано та виготовлено систему охолодження струмоводів для технологічного вузла, яка включає в себе ізоляційні трубопроводи, фітинги, через які до камери одночасно подається охолоджувальна рідина і електрична енергія для спікання.
– Спроєктовано автоматичну систему вакуумування для технологічного вузла іскро-плазмового спікання, яка включає вакуумний насос, вакуумметр термопарний іонізаційний, електроконтактний вакуумметр, вакуумну магістраль, балон для збільшення об’єму системи, вакуумну камеру та запорну арматуру. Виконана теоретична оцінка міцності навантажуючих елементів конструкції преса і корпусу вакуумної камери и здійснено вибір матеріалів.
– Розроблено систему комплексного програмного керування процесом іскро-плазмового спікання та механічного навантаження компактів з дисперсних композицій з наявним джерелом електричного струму.
– Розроблено автоматизовану систему керування електроприводом розривної машини на основі широтно-імпульсного принципу модуляції характеристик струму якірного ланцюга двигуна за рахунок синхронізованого тактування напівпровідникових силових ключів з мостової схеми їх взаємного з’єднання.
– Змонтовано вдосконалений технологічний вузол іскро – плазмового спікання (SPS–1) який дозволить збільшити масо-габаритні показники зразків до 10 разів, а температуру спікання з 1300°C до 1800°C. Виготовлено автоматичну систему вакуумування для технологічного вузла іскро-плазмового спікання, яка включає вакуумний насос, вакуумметр термопарний іонізаційний, електроконтактний вакуумметр, вакуумну магістраль, балон для збільшення об’єму системи, вакуумну камеру та запорну арматуру з автоматичною підтримкою тиску до 10 Па. Це все своєю чергою дозволить збільшити об’єм вакуумної камери з 2,5 до 60 літрів, а масо-габаритні характеристики зразків до 10 разів. Виготовлено систему охолодження струмоводів для технологічного вузла, яка включає в себе ізоляційні трубопроводи, фітинги, через які до камери одночасно подається охолоджувальна рідина і електрична енергія для спікання. Система оснащена циркуляційним насосом, датчиками температури і потоку рідини та зовнішньою ємності для рідини. Для охолодження місця контакту графітових пуансонів зі струмопідводом виготовлено електрично ізольовані від корпусу радіатори, які включено в систему. Це дозволить збільшити температуру спікання з 1300°C до 1800°C. Перевірено працездатність та узгодженість систем охолодження та вакуумування. Перевірена робота комплексного програмного керування процесом іскро-плазмового спікання та механічного навантаження компактів з дисперсних композицій на базі наявного джерела живлення експериментальної установки іскро-плазмового спікання Гефест-10. Проте потужності існуючого джерела живлення Гефест 10, що базується на пропусканні через зразок пульсуючого однонаправленого струму з максимальною величиною діючого значення до 1,2 кА при максимальній вихідній напрузі до 10 В, буде недостатньо для ефективної консолідацій зразків діаметром більше ніж 20 мм, де номінальна потужність джерела живлення повинна сягати 10 кВт при струмі у навантаженні 2,5 кА.
– Виготовлено модернізований блок системи керування та моніторингу процесу ІПС та виконано її сполучення з електричними вузлами електромеханічного пресу, генератора імпульсного струму «Гефест», системами охолодження та вакуумування. – Для підвищення стійкості системи до електромагнітних перешкод виконано додаткове екранування її вимірювальних блоків, які розміщено на обертових деталях механічного пресу. Крім того у мережі живлення вимірювальних блоків встановлено завадодавні фільтри для пригнічення високочастотних коливань, що розповсюджуються при перемиканні силових ключів напівпровідникового перетворювача генератора імпульсного струму.
– Отримано аналітичні вирази параметрів процесу спікання за якими програма мікроконтролера здійснює перетворення вхідних сигналів до їх числового зображення відповідного формату з урахуванням системи команд його вбудованого арифметично-логічного пристрою для досягнення найбільшої ефективності у витраті часу та точності розрахунку. Перевірено роботу комп’ютерного програмного забезпечення для 8-ми розрядного модуля на базі мікроконтролера atmega2560 системи моніторингу процесу спікання, що дозволяє відтворювати та зберігати наступні характеристики процесу ІПС: температуру спікання зразка, силу механічного навантаження, середнє значення модульованого імпульсного струму та напруги на зразку, швидкість його стиснення, виділена потужність, та залишковий рівень тиску у вакуумній камері.